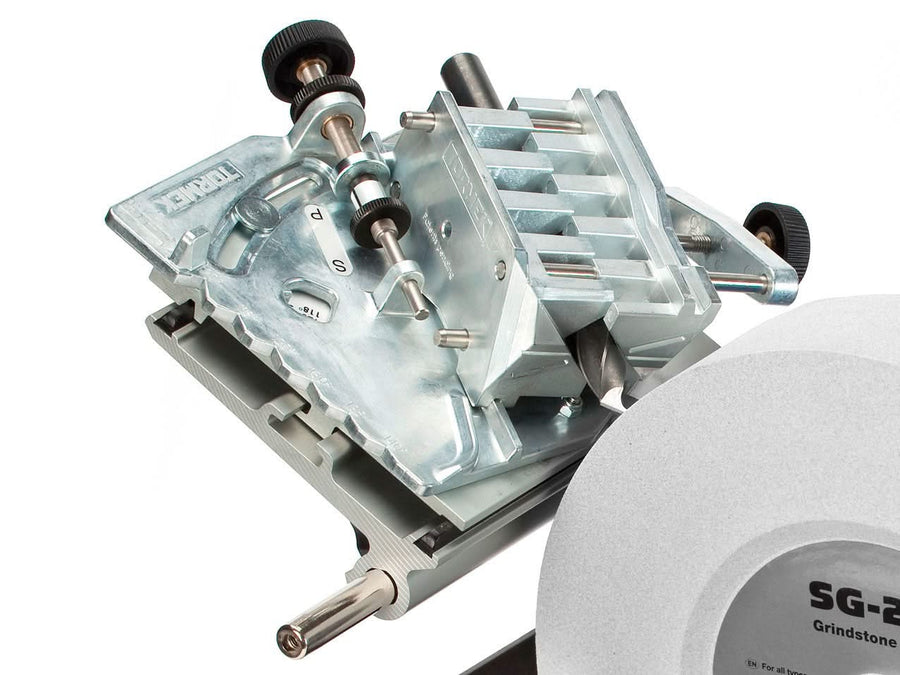
Tormek DBS-22 ( DBS22 ) Dispositivo de perforación (Dries) de 3 a 22 mm










































Tormek DBS-22 ( DBS22 ) Dispositivo de perforación (Dries) de 3 a 22 mm
- Livraison Rapide
- Paiement sécurisé
- En stock


Con la Tormek patentada para perforación DBS-22, ahora puede afilar sus taladros (3-22 mm) con la máxima precisión. El punto y ángulo óptimo de los escombros se pueden ajustar según las necesidades de cada tipo de perforación, que depende del diámetro del taladro y del material que se debe perforar. Puede revisar completamente los taladros usados o rotos en una forma perfecta.
Consejo de 4 caras
Te das cuenta de que una punta de 4 caras que ofrece el corte ideal a medida que la de las abejas de los simulacros industriales se convierte en un punto central. La punta de 4 caras no caza y la fuerza de presión necesaria se reduce considerablemente en comparación con una punta habitual de foret en cono.
Una punta afilada de 4 caras con calores de precisión menos prolongando la vida del taladro. Pruebas independientes muestran que un taladro afilado Tormek dura hasta 4 veces más que un nuevo simulacro estándar.
Controlados
Al trabajar de acuerdo con las leyes de la física y enfriar el metal continuamente, se elimina el riesgo de sobrecalentamiento del acero que lo hace perder dureza o crear microgrietas. La operación está totalmente bajo su control, y la progresión del afilado es constantemente visible.

1Uddeholm Tooling AB 2010. Los agujeros profundos de 15 mm se perforan en un acero reforzado con taladros de 6 mm. Con una velocidad de rotación de 1 326 rpm, y un avance de 0,15 mm por turno, los taladros afilados con el sistema Tormek mantuvieron en promedio 327 agujeros donde los nuevos taladros con punta S retuvieron 72 agujeros.
Perforaciones con DBS-22
Flexibilidad y precisión

Consejo de 4 caras
El borde del burín llega a un punto y ya no se mueve. Dig un agujero recto y redondo con tolerancias estrechas.

Los bordes de corte siempre son iguales
Los dos bordes de corte son simétricamente afilados y funcionan perfectamente en el unísono, que extiende la vida del taladro.

Ver todos los ángulos de la punta
Se puede ajustar en cualquier ángulo entre 90° y 150°.

Siempre el ángulo recto
El ángulo de limpieza óptimo se puede ajustar según los requisitos de cada taladro a 7°, 9°, 11° o 14°.

Ver todos los tamaños de la perforación
Un soporte único acepta perforaciones entre 3 mm y 22 mm. No se requiere ningún cambio de mandril.
Preguntas y respuestas
¿Por qué la punta de 4 caras es tan efectiva?
Reduce significativamente la fuerza de presión requerida en el centro del taladro, es decir, la punta, reduciendo el calor y dando más fuerza a los bordes. Mejora el corte del taladro.
¿Por qué dura más un fuerte fuerte?
La punta de 4 caras y la alta precisión de la agudeza (los dos bordes son perfectamente iguales y simétricos) dan la máxima eficiencia del taladro y su vida útil se extiende considerablemente.
¿Qué determina un agujero exacto y correcto?
La forma de 4 caras permite que el taladro perforar agujeros rectos y redondos con una baja tolerancia. La nitidez de los dos bordes perfectamente igual y simétrica es particularmente crucial. Los dos bordes deben trabajar de forma idéntica para que el taladro pueda perforar un agujero redondo y recto de un diámetro no mayor que el suyo. De lo contrario, el borde más largo trabajando solo, calienta demasiado y se pondrá un poco más rápido. El resultado es un rápido desgaste del taladro que deja de funcionar correctamente.
¿Qué ángulo de punto elegir?
Los taladros suelen tener un ángulo máximo de 118° o 130°. El acero templado y el acero inoxidable requieren un ángulo más abierto. El aluminio también es mejor perforado con un ángulo abierto. En la perforación de plexiglas, el riesgo de corte cuando la cruz de perforación se reduce con una punta de ángulo alto. Los taladros de centro los tienen, generalmente una punta a 90°.
¿Es importante el ángulo de la tira?
La elección del ángulo de tira es esencial para el corte de eficiencia y la duración del taladro. La tira óptima depende tanto del diámetro del taladro como del material que debe perforarse. Un material duro requiere un ángulo inferior mientras que un material suave soporta un ángulo más abierto. Los taladros estándar tienen un ángulo de tira de 11° y 118°, que funciona para la mayoría de los taladros.
¿Cómo sé si el acero ha calentado demasiado usando un remolque para fundir?
En general, el sobrecalentamiento del acero no se ve, pero un sobrecalentamiento se descompone rápidamente, e incluso puede romperse. Al trabajar con las leyes de la física, y enfriar constantemente el borde, se eliminan los riesgos de sobrecalentamiento, escombros de acero y el desarrollo de microfisuras.
¿Dónde puedo ver cómo funciona?
Vea el corto vídeo de demostración paso a paso (duración 4:19) enpágina de producto para DBS-22. También encontrarás un video hecho por Alan Holtham en el que intenta el dispositivo.